
Tréflage Finition Bords Droits(méthode de programmation)
Descriptions
Tréflage Finition Bords Droits
·

Pour finir un contour, la
procédure d’utilisation de ces fraises est la suivante :
-
Jusqu’à 32mm de haut au
Max., utiliser la fraise Ø16 courte.
-
Jusqu’à 65mm de haut au
Max., utiliser la fraise Ø16 longue.
·
Au-delà, il faudra
utiliser une autre méthode qui assurera :
-
La cote désirée,
-
Évitera la flexion de
l’outil, et donc une mauvaise perpendicularité par rapport au dessous pièce
-
Un bon état de surface
pour un contact optimal entre les pièces, dans l’outil de presse :

·
Sur WorkNC, il existe 2
parcours :
-
L’ « usinage des murs en
plongeant », qui est spécifique au
tréflage
-
La « finition plan
parallèle », peut être utilisé aussi
bien sur des surfaces 3D, que sur des parois verticales, selon un axe ( X / Y )
ou un angle.
·
Méthode de programmation :
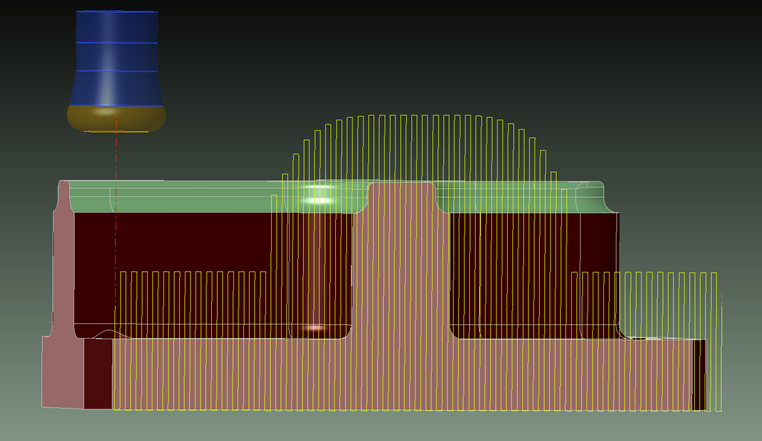
1) Usinage des murs en
plongeant

Il faut tout d’abord prendre en compte que ce parcours fonctionne mieux sur des contours dont la forme est relativement constante, sinon il aura tendance à faire des passes inutiles :
 Ou à moins de mettre en « ignorer » les surfaces . environnantes, mais attention aux .collisions non détectées par le
logiciel !
Ou à moins de mettre en « ignorer » les surfaces . environnantes, mais attention aux .collisions non détectées par le
logiciel !
Il faut aussi que la partie inférieure de la face à usiner soit droite, sinon le logiciel est perdu, et ne sait pas où arrêter le parcours
Paramètres

|
1 |
a. La méthode et le cycle d’usinage ( avalant et zigzag )
b. Les vitesses de coupe
c. La surépaisseur et le pas
d .Les approches / retraite
|
|
 Début du parcours à droite
Début du parcours à droite Début du parcours à
gauche, mais
Début du parcours à
gauche, maisrapide et ne travaille qu’en
descendant dans la matière
|
3 |
a.


Mais attention, car le logiciel peut parfois créer des liens en collision entre les usinages, qui ne sont pas détectés. Car l’embout du torique est considéré comme partie coupante :

|
|
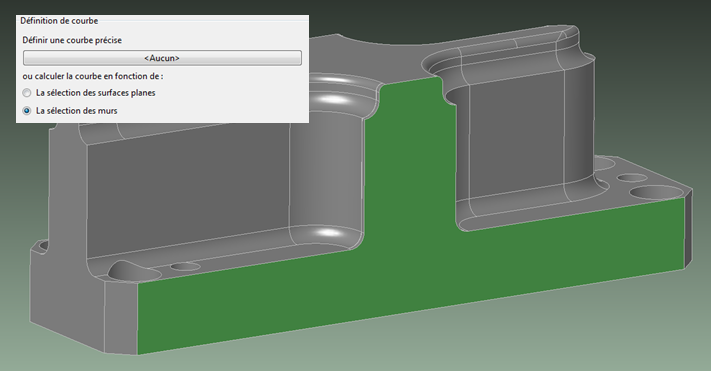
a.

b. Si on a créé un groupe de surfaces avec le plan du dessous pièce, alors cocher l’option :

c.Si on a créé un groupe de surfaces avec les murs à usiner, alors cocher l’option :
|
5 |
a.
Démarrer en dehors de la
matière
b.
Eviter les collisions
|
6 |
a.
Limite le parcours en Z.
Par exemple, avec un Torique à plaquettes R.6, on limitera l’usinage à -6, pour
s’arrêter axe plaquette.
|
7 |
a.
Permets à l’outil, en bas
de chaque passe, de s’écarter de la pièce, pour se décaler de la valeur du pas
et prendre une nouvelle passe.
b.
Obligatoire, si le
parcours est utilisé en ébauche ( par exemple sur les bâtis ), pour que l’outil
soit en dehors de la surépaisseur de brut, pendant sa remontée Z.
c. Pas obligatoire en semi et finition ( Une valeur de 1mm au Max. )

Selon la machine sur
laquelle est faite la programmation, importer systématiquement la gamme type qui
correspond à la matière de la pièce. Tous les paramètres y sont enregistrés,
pour vous éviter les erreurs.
2) Finition plan parallèle

Ce parcours suit bien le profil de la surface à usiner, donc il est plus optimisé que l’ « usinage des murs en plongeant.
Par contre, il a tendance à « enrouler » les bords : Il faudra donc, si besoin, rajouter des surfaces pour protéger les arêtes de la pièce.


Pour un 35r6 ( rayon 17.5 ), créer la courbe offsetée de la face à usiner, à e distance de 17.4mm, pour que l’outil « voit » le bord à usiner. Pour un 42r6 ou highlight ( rayon 21 ), offseter de 20.9 Puis, offseter cette courbe, de 1-2mm Max., et la fermer aux extrémités
Paramètres :

|
1 |
a.
La direction et le cycle
d’usinage ( Zigzag et Direction X, Y , angle à choisir selon les besoins )
b.
Les vitesses de coupe
c.
La surépaisseur et le pas
d.
Les approches / retraits
2 : Cycle et angle
d’usinage :
a.
En semi et finition, le
zigzag permet de gagner du temps d’usinage
b.
Angle d’usinage :
I.
Parallèle à X, pour usiner
les faces perpendiculaires à X
II.
Parallèle à Y, pour usiner
les faces perpendiculaires à Y
III.

|
3 |
a.
Sélectionner la courbe
créée précédemment ( arrêt sur la courbe )
b. Donner un plan limite à l’usinage : valeur du dessous pièce – rayon plaquette outil – rayon lissage des coin
Exemple :

- Niveau Z dessous pièce
- Outil utilisé : 35r6
- Rayon lissage coins : 1
Donc valeur plan limite: 80-6-1= 73
|
4 |
a.
Sélectionner le côté, par
rapport à la pièce, où le parcours doit commencer
|
5 |
a.
Permets de rayonner en
sortie de passe. Pour éviter de sortir trop loin de la pièce, et de perdre du
temps :
I.
En ébauche, rayonner de la
valeur de la surépaisseur +2mm
II.
En semi et finition, rayonner
de 1mm Max.
|
6 |
a.
Ne rien cocher
Selon la machine sur
laquelle est faite la programmation, importer systématiquement la gamme type qui
correspond à la matière de la pièce. Tous les paramètres y sont enregistrés,
pour vous éviter les erreurs.
·
Paramètres :
Pas et surépaisseurs à
appliquer, en fonction des outils :
a.
Pour chaque bord droit
haut, il sera fait une passe de semi-finition et une de finition
b.
Pour le 35r.6 court :
( Leadwell )
Pas :2 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
c.
Pour le 35r.6 moyen :
( Leadwell )
Pas :2 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
d.
Pour le 42r.6 court :
( SF2112 )
Pas :2 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
e.
Pour le 42r.6 moyen :
( SF2112 )
Pas :2 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
f.
Pour le 42r.6 long :
( SF2112 )
Pas :1.2 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
g.
Pour le 42r.6
extra-long : ( SF2112 )
Pas :0.8 surép :0.1 ( semi-finition )
Pas :0.6 surép :0 ( finition )
POUR INFO : les pas,
surépaisseurs ainsi que les conditions de coupe sont enregistrées dans la
bibliothèque et gamme type WorkNC
·
Contrôle :
Afin de valider les cotes
des pièces usinées en tréflage, il va falloir donner des points de contrôle, pour
chaque face concernée, sur le plan livré à l’atelier.
a.
Le fraiseur usinera sur
10mm environ, puis stoppera la machine.
b.
Il viendra mesurer la
valeur de la face, pour la comparer au théorique grâce aux points de contrôle.
c.
Il décalera ensuite ses
origines, pour assurer la cote.
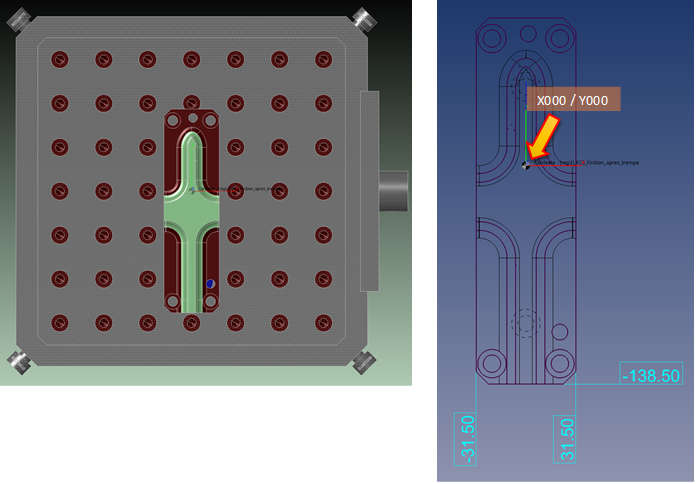
Cas N°1 : la pièce
est orientée selon l’axe X ou Y, les faces à usiner en tréflage sont parallèles
à X ou Y :
Cas N°2 : la pièce
est bridée selon un angle, ou les faces à usiner en tréflage sont orientées
selon un angle :

a.
Donner des points de
contrôle sur les faces concernées
b.
Ces points devront être
situés dans une zone de 10mm, du côté où commence le parcours. Car, comme on l’a vu
précédemment, le fraiseur stoppera le parcours après avoir usiné sur 10mm
environ, pour contrôler la cote.
c.
I.
Le fraiseur décale ses
origines pour assurer la cote
II.

Add a review